
石油装备井架焊接工装应用实例




鼎盛天科技与您分享三维柔性组合工装在石油井架装备上的焊接应用,根据客户的产品结构分析:
柔性组合焊接工装方案介绍:
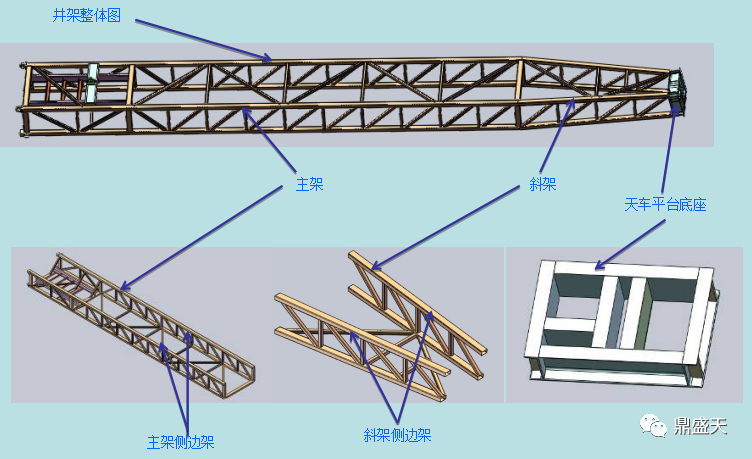
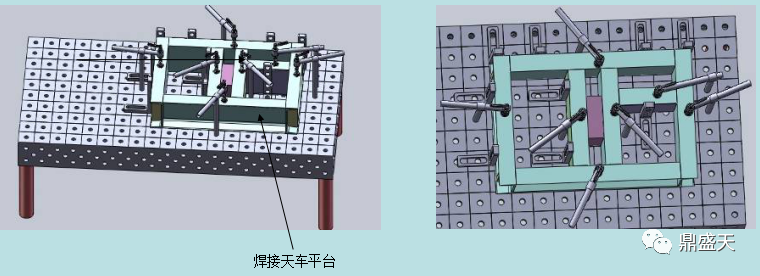
1、对井架分析后采取分步焊接,先焊接天车平台底座。基础件选用我司D28系列平台2000X1000X200mm,及部分标准定位件给予定位支撑,确保精度。
主体方案如下:
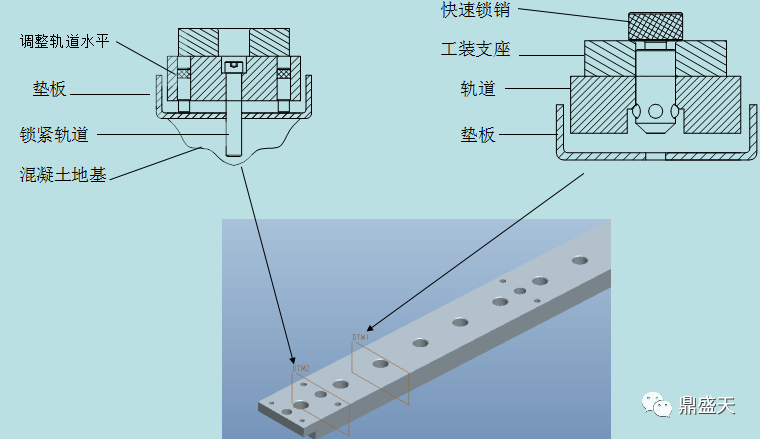
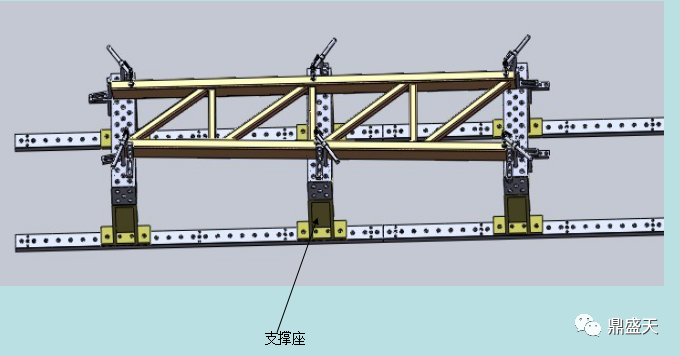
2、对主架侧边架进行焊接,两侧边架共二个,但完全相同。基础件选用我公司28系列U形方进行对接、利用定位角尺和定位平尺给工件定位,确保精度。底部采用非标支撑结构;保证90度基准平面!地面采用导轨式定位,保证水平基准统一!
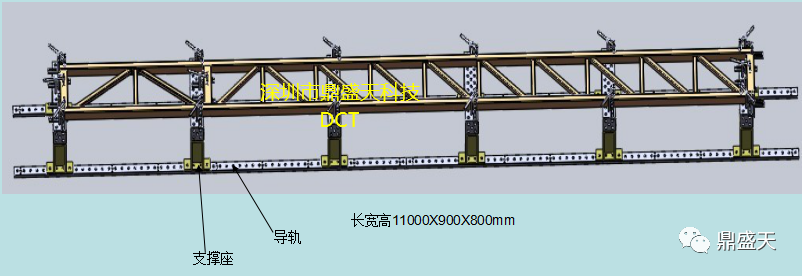
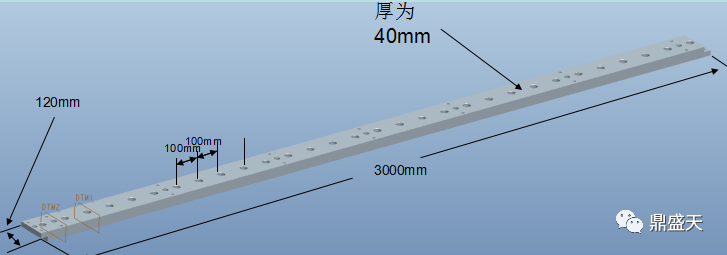
轨道总长为12000mm,单边由4条轨道组成,每条长为3000mm,中间距离880mm
3、对斜架侧边架进行焊接,两侧边架共二个,但对称相同,利用主架同样的柔性夹具组装即可完成此工作。
4、对主架部分局部件行焊接,采用28系列U形方、1000X200X200进行对接,及定位角尺和定位平尺给工件定位,确保精度。
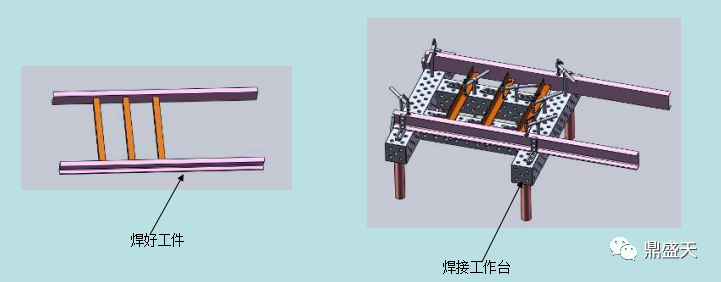
主架局部件是由槽钢和角铁焊接而成,夹具基本把每个方形管都定位住,焊接好后取下,再把焊缝进行满焊,进而达到焊接要求。
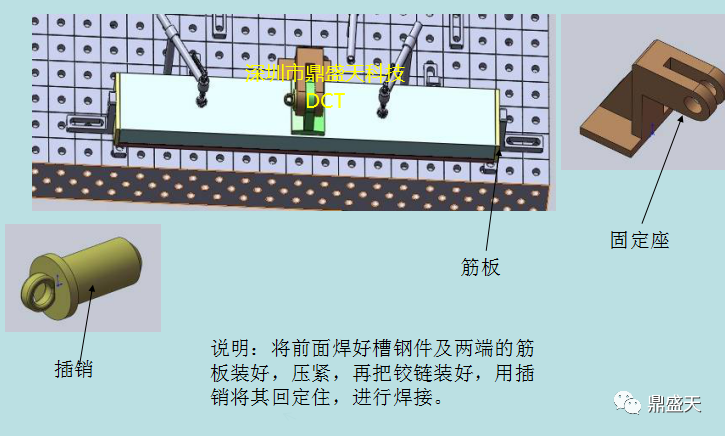
主架部工件焊接,此工件为槽钢,上方及两端加筋焊接成。
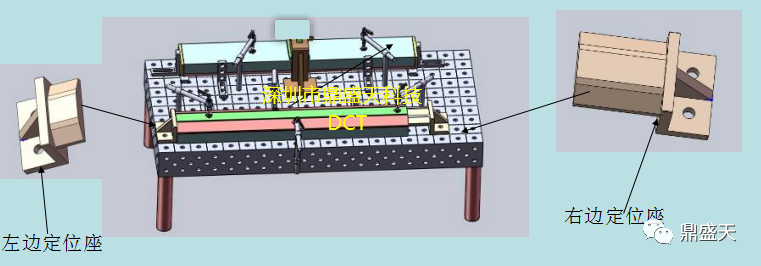
先将槽钢装入夹具中,向前和向左靠紧,再将加筋板装入,向左靠紧,压紧进行焊接。完后松开压紧件,向右推移就可以取出。
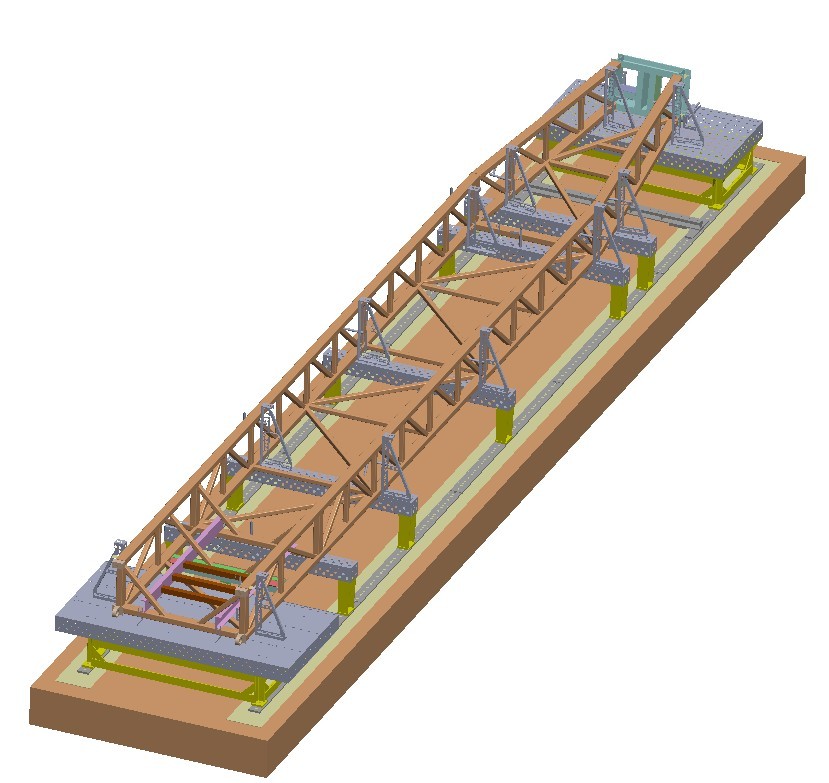
5、对井架进行总焊接。基础件选用我公司28系列U形方和3000X1500X200平台进行拼接组成,支承角铁、定位角尺和定位平尺加以给工件定位,确保精度。底部采用非标定位支撑结构,保证90度基准平面,地面采用导轨式定位,保证水平基准统一。
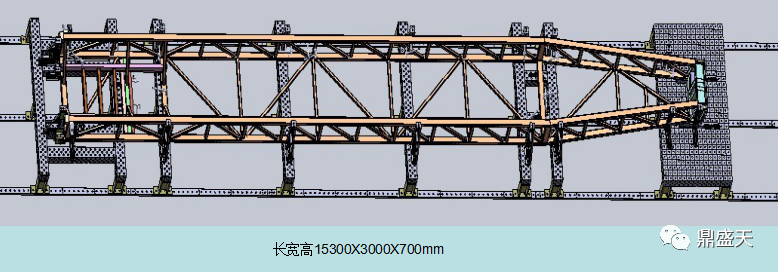
轨道总长为18000mm,单边由6条轨道组成,形成三条平行条轨,每条长为3000mm,中间距离1400mm。
引用三维柔性焊接组合工装后改进效果:
1、大幅度的提升了井架焊接的对角精度及效率;
2、节约了制作工装的成本及时间;
3、降低了对新进焊接工人的技术要求,减少人力成本的投入;
4、提高现场管理,规范作业流程;
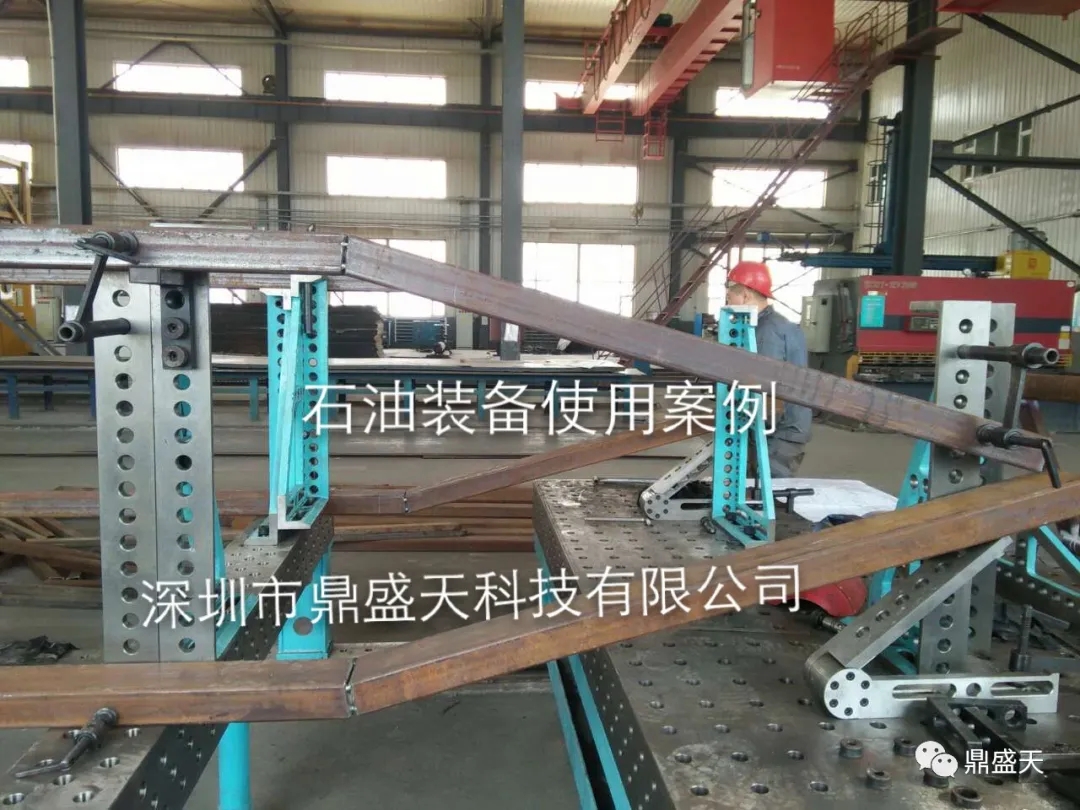
下面为客户应用现场图:



联系方式
- 地址:深圳 深圳观澜樟坑径上围金倡达科技园I栋1楼
- 邮编:518110
- 电话:0755-28090669
- 经理:汪小姐
- 手机:18002900098
- 传真:0755-28090693
- QQ:196070037
- Email:dctian@163.com